



淺析模具水流量計在自動配料控制系統中的應用
點擊次數:1993 發布時間:2021-09-06 07:47:23
1、引言
在自動配料系統中,目前應用較多流量計就是模具水流量計和渦輪流量計,模具水流量計因為測量管體中無阻流件,更加適合于流體介的自動定量配料。據本公司的客戶案例統計,渦輪流量計用于半自動化的定量控制中更多一點。本文探計的是模具水流量計在自動化配料控制系統中的應用。液體介質的原料的運輸傳送以及供給計量通常都需要在生產過程中安裝模具水流量計以實現精確計量和控制的目的。如何實現自動化配料供給的功能,*先需要通過高清電影標定模具水流量計的測量精度,再通過大量的的試驗數據的統計得到一個較為理想的線性關系,同進找出電機頻率與流量之間的波動聯系,以此建立一個數據關系模型。再利用動態模糊控制作為其核心控制算法,準確地控制液態原料的供給。
模具水流量計是根據法拉*電磁感應定律制成,用來測量導電液體體積流量的儀表。目前已廣泛地被應用于工業過程?中各種導電液體的流量測量,如各種酸、堿、鹽等腐蝕性介質;各種漿液流量測量,形成了獨特的應用領域。在自動配料系統中,通過控制電機運行頻率來控制流量的大小。其應用的準確度對企業產品的質量、原料的消耗以及經濟效益等有直接的影響。模具水流量計作為液態原料的計量裝置,隨著微電子技術的發展而不斷提高其計量準確度和應用范圍。而流量計計量是*其復雜的動態計量,其準確度會受很多因素影響,如:流體的導電性、非軸對稱、電*襯里附著物的影響、電機運行的穩定性、模具水流量計安裝的位置、勵磁的技術、信號線的長度以及外界干擾等。
模具水流量計在調試期間常會遇到一些故障,如顯示波動、精度下降、儀表損壞等,一經排除,以后相同條件下不會再出現。究其原因主要有儀表本身元器件損壞引起故障、有選用不當、安裝不妥、環境條件、流體特性等因素造成故障;在正常運行期間若出現故障,則一般由流量傳感器內壁附著層、雷電打擊以及環境條件變化等因素引起。日常工作中時刻注意這些故障,并很好地加以排除解決,模具水流量計就能夠發揮它應有的作用。本文在模具水流量計正常工作的基礎上,利用其與工控機、變頻器及電機組成自動控制系統,以模糊控制作為其核心控制算法來研究電機頻率變化時對應流量的變化關系,以達到提高準確控制流量的目的。
2、模具水流量計的靜態標定
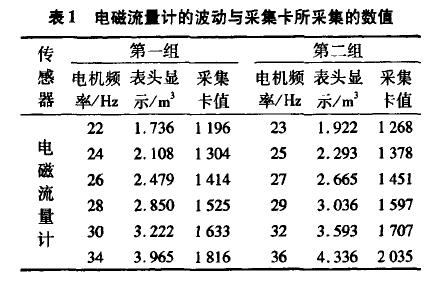
模具水流量計在出廠時經過檢定,在實際運行中實時流量能同步的顯示在其表頭上,但在自動供料系統中我們需要在工控機上也實時顯示其流量,并以此進行調控,這就需要我們把模具水流量計本身的流量信息及時地傳送到工控機上。而模具水流量計的輸出信號為4—20 mA的電流信號,工控機的采集卡只能檢測0—10 V的電壓信號,故在模具水流量計的信號輸出端串接一個小于500 Q的電阻用以將電流信號轉換成電壓信號¨1供采集卡采集。表1為模具水流量計信號輸出端串接一個200 Q電阻后,模具水流量計在電機運行于不同頻率時其本身測量的流量值和采集卡所采集的數值。由表1可知。模具水流量計的波動與采集卡所采集的數值有較好的一致性,滿足實際使用需求。
3、模具水流量計在自動配料系統中的應用
3.1 模具水流量計在自動配料系統中的作用
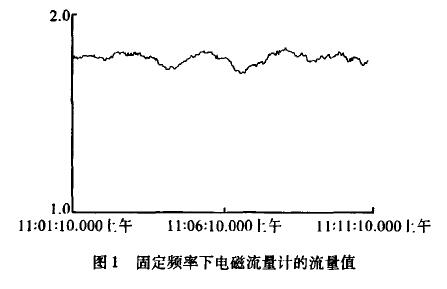
在自動配料系統中,液態原料的供給同樣是按配方的比例進行。我們希望在整個生產過程中流量都按一個常量進行供給,而實際中即使電機固定在某個固定頻率,其流量依然不是一個常量,如圖l中記錄的為固定頻率下模具水流量計的測量值。如果人為的進行干預,其滯后性及精確度都得不到保證,這勢必影響產品的質量與生產的效率。而采用工控機根據模具水流量計的實際流量進行實時的監控與調節,能讓流量穩定在很小的范圍內,這無疑大大提高了自動供料系統的精度與效率㈨。
3.2流量的自動控制及模糊控制思想
電磁流鼉計實時地測量生產過程中的液態原料供給,工控機根據其提供的信號對變頻器的頻率進行調整從而實現流量的調節。流量的自動控制不僅要達到規定時間內總量的供給,更重要的是要保證生產過程中瞬時流量的配比需求。在生產過程中,模具水流量計計量的流量如圖2所示。
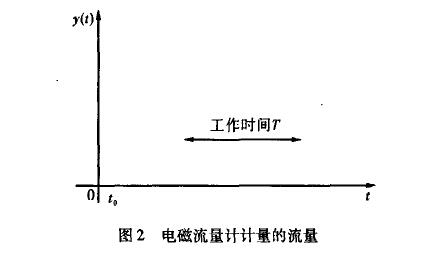
在工作時間r內我們期望模具水流量計測量的信號Y(t)為一常量,這也是生產過程配方比例中所期望的,而由圖1中我們知道Y(t)受各種因素的影響而不停的波動。在工作時間內對Y(t)積分可得到流量的累積£:
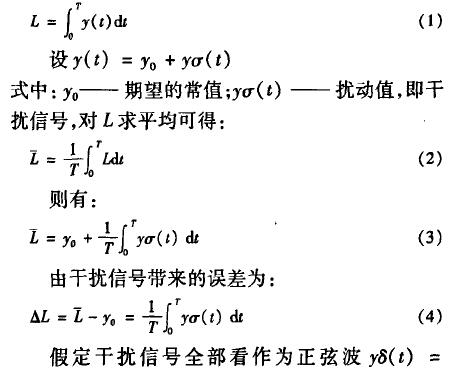

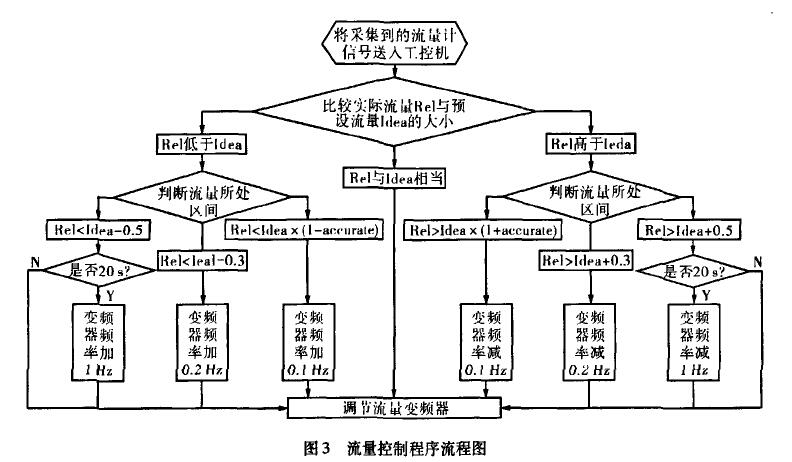
實際生產中流量一直在某個區域內波動,且其動態特性不易掌握。從上面的理論中我們能夠讓誤差△£盡可能的小,這樣距我們所需要的理論值%就越接近。而減小誤差需要我們把n取的盡可能大,也就是在生產時間內劃分更多的周期去調節流量。當工控機根據模具水流量計傳送回來的信號發出調節變頻器工作頻率的指令后,電機調整功率到模具水流量計的實際測量為一個工作周期,我們知道從指令發送到實際測量值返回有一個較大的滯后,如果調節的周期時間小于流量計本身的一個工作周期,那么顯然不可能達到減小誤差的目的。利用模糊控制思想H。,在控制程序中我們把流量的波動區域劃分為±缸×Yo,Yo-t-O.3,Yo±0.5四個區域,其中缸為可調節的誤差范圍,生產中我們取0.015,流量區域劃分的單位均為t/h。針對不同的區域采取不同的調整方案。具體流程如圖3所示。圖中變量Rel表示實際測量的流量,變量Idea表示理論流量。
4、試驗結果分析
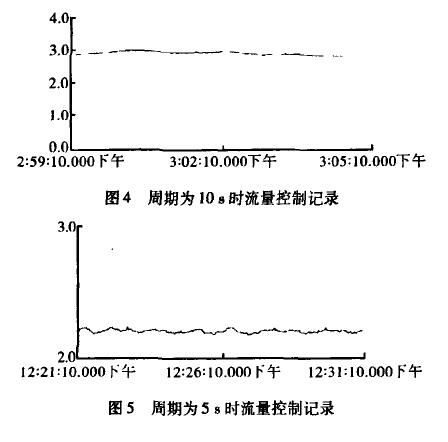
模糊控制對數學模型難以獲取、動態特性不易掌握等控制對像有較理想的控制效果,在其模糊法則和決策中干擾和參數變化對控制效果的影響被大大減弱。模具水流量計信號在進入工控之前采用均值濾波以及中值濾波后才交給控制算法處理,盡量降低干擾帶來的波動。采取不同的調節周期對實時的控制也很大,周期太短對流量的調節太頻繁,這樣容易導致流量的波動劇烈,若調節周期過長則容易導致累積誤差大。經過反復實驗*后我們采取以周期為10 s,以上面劃分的四個區域來減小流量波動帶來的誤差,其中當流量波動超過0.5 t/h時,采取周期為20 s、頻率4-1 Hz的調節方法,這樣能夠更好避整個生產過程中其誤差控制在0.15%以內。如圖4所示為采取周期為10 S的調節,在波動較大時采用20 S的調節;圖5所示為取周期為5 s的調節,在波動較大時采用10 s的調節。
模糊控制的基本思想是利用計算機來實現人的控制經驗,任何工業過程都比較容易得到其定性認識,而由此出發就比較容易建立語言控制規則。在自動配料系統中我們應用其對模具水流量計的控制雖然取得了較理想的結果,不僅在工作時間內以總量的控制準確同時保證了在生產過程中按產品配方比例的控制。但如何獲得模糊規則及隸屬函數,這在目前完全憑經驗來進行,以及如何保證模糊系統的穩定性這些都是需要我們繼續研究并且提高。
在自動配料系統中,目前應用較多流量計就是模具水流量計和渦輪流量計,模具水流量計因為測量管體中無阻流件,更加適合于流體介的自動定量配料。據本公司的客戶案例統計,渦輪流量計用于半自動化的定量控制中更多一點。本文探計的是模具水流量計在自動化配料控制系統中的應用。液體介質的原料的運輸傳送以及供給計量通常都需要在生產過程中安裝模具水流量計以實現精確計量和控制的目的。如何實現自動化配料供給的功能,*先需要通過高清電影標定模具水流量計的測量精度,再通過大量的的試驗數據的統計得到一個較為理想的線性關系,同進找出電機頻率與流量之間的波動聯系,以此建立一個數據關系模型。再利用動態模糊控制作為其核心控制算法,準確地控制液態原料的供給。
模具水流量計是根據法拉*電磁感應定律制成,用來測量導電液體體積流量的儀表。目前已廣泛地被應用于工業過程?中各種導電液體的流量測量,如各種酸、堿、鹽等腐蝕性介質;各種漿液流量測量,形成了獨特的應用領域。在自動配料系統中,通過控制電機運行頻率來控制流量的大小。其應用的準確度對企業產品的質量、原料的消耗以及經濟效益等有直接的影響。模具水流量計作為液態原料的計量裝置,隨著微電子技術的發展而不斷提高其計量準確度和應用范圍。而流量計計量是*其復雜的動態計量,其準確度會受很多因素影響,如:流體的導電性、非軸對稱、電*襯里附著物的影響、電機運行的穩定性、模具水流量計安裝的位置、勵磁的技術、信號線的長度以及外界干擾等。
模具水流量計在調試期間常會遇到一些故障,如顯示波動、精度下降、儀表損壞等,一經排除,以后相同條件下不會再出現。究其原因主要有儀表本身元器件損壞引起故障、有選用不當、安裝不妥、環境條件、流體特性等因素造成故障;在正常運行期間若出現故障,則一般由流量傳感器內壁附著層、雷電打擊以及環境條件變化等因素引起。日常工作中時刻注意這些故障,并很好地加以排除解決,模具水流量計就能夠發揮它應有的作用。本文在模具水流量計正常工作的基礎上,利用其與工控機、變頻器及電機組成自動控制系統,以模糊控制作為其核心控制算法來研究電機頻率變化時對應流量的變化關系,以達到提高準確控制流量的目的。
2、模具水流量計的靜態標定
模具水流量計在出廠時經過檢定,在實際運行中實時流量能同步的顯示在其表頭上,但在自動供料系統中我們需要在工控機上也實時顯示其流量,并以此進行調控,這就需要我們把模具水流量計本身的流量信息及時地傳送到工控機上。而模具水流量計的輸出信號為4—20 mA的電流信號,工控機的采集卡只能檢測0—10 V的電壓信號,故在模具水流量計的信號輸出端串接一個小于500 Q的電阻用以將電流信號轉換成電壓信號¨1供采集卡采集。表1為模具水流量計信號輸出端串接一個200 Q電阻后,模具水流量計在電機運行于不同頻率時其本身測量的流量值和采集卡所采集的數值。由表1可知。模具水流量計的波動與采集卡所采集的數值有較好的一致性,滿足實際使用需求。
3、模具水流量計在自動配料系統中的應用
3.1 模具水流量計在自動配料系統中的作用
在自動配料系統中,液態原料的供給同樣是按配方的比例進行。我們希望在整個生產過程中流量都按一個常量進行供給,而實際中即使電機固定在某個固定頻率,其流量依然不是一個常量,如圖l中記錄的為固定頻率下模具水流量計的測量值。如果人為的進行干預,其滯后性及精確度都得不到保證,這勢必影響產品的質量與生產的效率。而采用工控機根據模具水流量計的實際流量進行實時的監控與調節,能讓流量穩定在很小的范圍內,這無疑大大提高了自動供料系統的精度與效率㈨。
3.2流量的自動控制及模糊控制思想
電磁流鼉計實時地測量生產過程中的液態原料供給,工控機根據其提供的信號對變頻器的頻率進行調整從而實現流量的調節。流量的自動控制不僅要達到規定時間內總量的供給,更重要的是要保證生產過程中瞬時流量的配比需求。在生產過程中,模具水流量計計量的流量如圖2所示。
在工作時間r內我們期望模具水流量計測量的信號Y(t)為一常量,這也是生產過程配方比例中所期望的,而由圖1中我們知道Y(t)受各種因素的影響而不停的波動。在工作時間內對Y(t)積分可得到流量的累積£:
實際生產中流量一直在某個區域內波動,且其動態特性不易掌握。從上面的理論中我們能夠讓誤差△£盡可能的小,這樣距我們所需要的理論值%就越接近。而減小誤差需要我們把n取的盡可能大,也就是在生產時間內劃分更多的周期去調節流量。當工控機根據模具水流量計傳送回來的信號發出調節變頻器工作頻率的指令后,電機調整功率到模具水流量計的實際測量為一個工作周期,我們知道從指令發送到實際測量值返回有一個較大的滯后,如果調節的周期時間小于流量計本身的一個工作周期,那么顯然不可能達到減小誤差的目的。利用模糊控制思想H。,在控制程序中我們把流量的波動區域劃分為±缸×Yo,Yo-t-O.3,Yo±0.5四個區域,其中缸為可調節的誤差范圍,生產中我們取0.015,流量區域劃分的單位均為t/h。針對不同的區域采取不同的調整方案。具體流程如圖3所示。圖中變量Rel表示實際測量的流量,變量Idea表示理論流量。
4、試驗結果分析
模糊控制對數學模型難以獲取、動態特性不易掌握等控制對像有較理想的控制效果,在其模糊法則和決策中干擾和參數變化對控制效果的影響被大大減弱。模具水流量計信號在進入工控之前采用均值濾波以及中值濾波后才交給控制算法處理,盡量降低干擾帶來的波動。采取不同的調節周期對實時的控制也很大,周期太短對流量的調節太頻繁,這樣容易導致流量的波動劇烈,若調節周期過長則容易導致累積誤差大。經過反復實驗*后我們采取以周期為10 s,以上面劃分的四個區域來減小流量波動帶來的誤差,其中當流量波動超過0.5 t/h時,采取周期為20 s、頻率4-1 Hz的調節方法,這樣能夠更好避整個生產過程中其誤差控制在0.15%以內。如圖4所示為采取周期為10 S的調節,在波動較大時采用20 S的調節;圖5所示為取周期為5 s的調節,在波動較大時采用10 s的調節。
模糊控制的基本思想是利用計算機來實現人的控制經驗,任何工業過程都比較容易得到其定性認識,而由此出發就比較容易建立語言控制規則。在自動配料系統中我們應用其對模具水流量計的控制雖然取得了較理想的結果,不僅在工作時間內以總量的控制準確同時保證了在生產過程中按產品配方比例的控制。但如何獲得模糊規則及隸屬函數,這在目前完全憑經驗來進行,以及如何保證模糊系統的穩定性這些都是需要我們繼續研究并且提高。